(home)
In August 2006 my dad set up a 2nd observatory; bought a new scope to go
in it, the works. He put a 10" diam pipe in for the pier, which
naturally is too large for the scope mounting plate. A guy who
goes to the same church does a little aluminum casting, so my father
made a pattern and we cast an approx 12" diameter ring. It turned
out fairly well- some shrinkage problems on one side that don't
compromise its function;

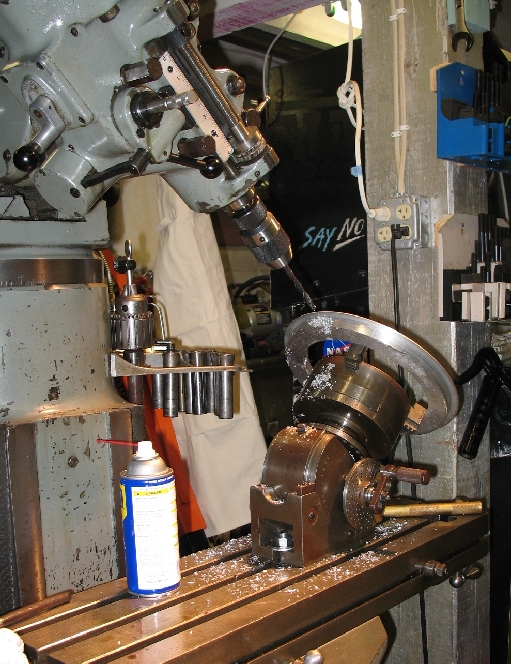
The gate is somewhat obscured by the boring bar. The "bad" face is
shown, first step was to turn the outside; clear away the gate &
then face the casting a bit to make the exposed surface somewhat flat.
Once the rough face is cleaned up well enough & and the OD turned,
the ring is flipped to expose the "good" face, which is turned flat for
a finished surface. Then the ring is flipped back so the good face lies
against the chuck jaws;

When the ring is bored, the bore is perpindicular to the good face
since
the good face is registered on the chuck jaws & indicated in.
The
good face and bore need to be square so the boss on the scope mounting
plate will fit inside and the top will rest flat against the face.

Now, with the good side and bore set up, now the outside is turned so it
will fit in the pipe. The bore and good face are relied on to get
the OD coaxial with the bore. This step generated a fair quantity
of chips. The very thin flange was specified, it rests on the top
of the pipe, the rest nesting down inside, snug against the inner
wall. 6 bolts will extend through the pipe wall, through this ring
and screw into the scope mounting plate.

And a final flip & with careful setup on the ring's OD only so a
relief groove can be turned into the corner of the bore. Since the
"bad" side was not faced to be parallel with the good one (unnecessary
removal of material), I could not register the plate against the jaws-
thus the ring is shimmed out and tapped into position w/ the help of a
test indicator. Afterwards, the mounting plate fits into
place. (whew!) :)

You may notice the chips are a little weird looking.
In addition to the alloy being a promiscuous mix of various aluminum
scrap, a length of iron pipe was used for the crucible and the expected
iron contamination is very much evident. I've read about it
before, this was the first time I've witnessed it. The aluminum
has lost a lot of its ductility and strength, the chips can literally be
crumbled by hand. We also had some mold setup issues and the sand
was a bit too wet. The "bad" side of the casting is shown
here. The contaminated aluminum turns strangely, it doesn't go to
flakes, small chips & powder like cast iron but tends to crumble &
leave a poor finish unless the tool is very sharp and highly
raked. Getting a good finish was also difficult. A
well-defined radius on the tool tip and WD-40 as a cutting fluid helped
a lot, upping the rpm didn't make much difference.
Foundrymen we ain't- but the only thing this ring has to do is sit in
between the scope mounting plate and the pipe, so it doesn't need much
strength or ductility- else it would surely be scrap.

Next step is to put the 6 equally spaced radial holes through the ring;
It took a couple tries to finish because I forgot how to run the
dividing head... Note to self; remember to count the number of
full turns AND the number of holes around the dividing plate for the
last partial turn...
;;; eof