(home)
My father is setting up a new observatory and needs a scope
mount. Since his SB 9" won't take this ~6.5" diam steel pipe that
he's using to build the mount adaptor, he gave it to me to do.
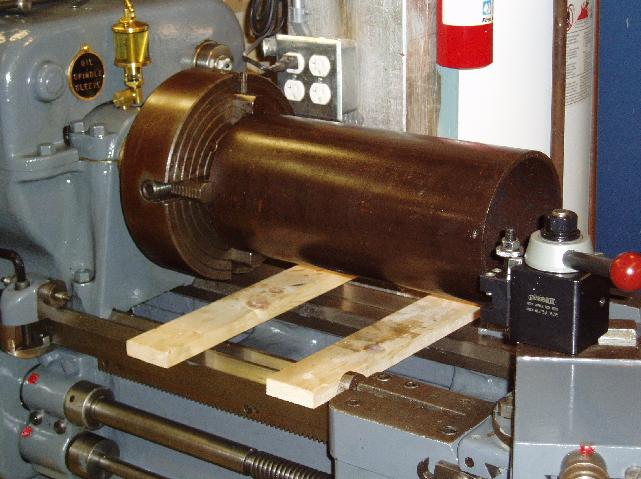
Below I'm setting up to turn a 1" section to a slightly smaller and put
in 8 tpi threads. Since the turning isn't extensive I'm debating
putting a bullnose center in the tailstock. I'm also not sure
about the workholding- its stiff but the jaws aren't grabbing
much. The jaws are too long to fit inside the pipe, unfortunately.

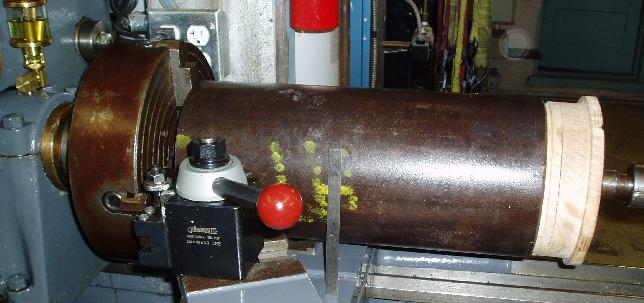
After a couple of trial cuts, it became apparent the workholding wasn't
stable, so I screwed together several sections of 2x4 and turned a plug
to be supported by the dead center.
With the work supported better, I turned the section to be threaded for
the specified OD;

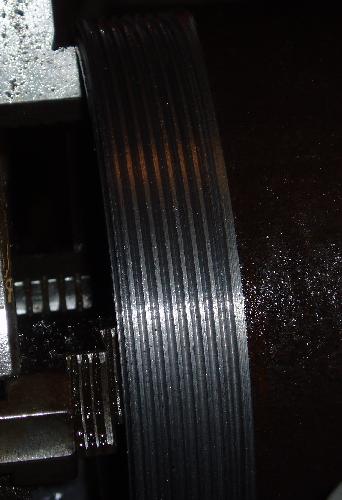
And then I put in the threads. These are 8 tpi, approx .055"
deep, as per spec. The standard 8 tpi thread is about .081" but
the shallower thread was requested. After a test fit, the threads
were obviously not deep enough, so back onto the lathe to make them
deeper...
With the threads in, next step was to turn the OD of the rest of the
pipe to make it cylindrical so the telescope mounting collar can be fit
to it. The length of the surface to be turned is about 2', so I
heavied up the feed so it wouldn't take all day. I had to remove
approx .050, each pass was approx .020 deep.

I had to vacuum after each pass, .020 off a 6.5" diameter pipe amounts
to a lot of material.

And finally after polishing. I couldn't get a nice finish, the
pipe seemed to have hard and soft spots which caused trouble on the
finish passes, both with carbide and hss even with higher spindle
rpm's. A deeper finish cut might have helped a bit.

Next step was to build a collar that the scope base mounts on.
Its a 7.5" diameter aluminum disc that must be cored, then bored out to
two diameters, one for the pipe above, the other for the scope mounting
base.

And out comes the core;

;;; eof