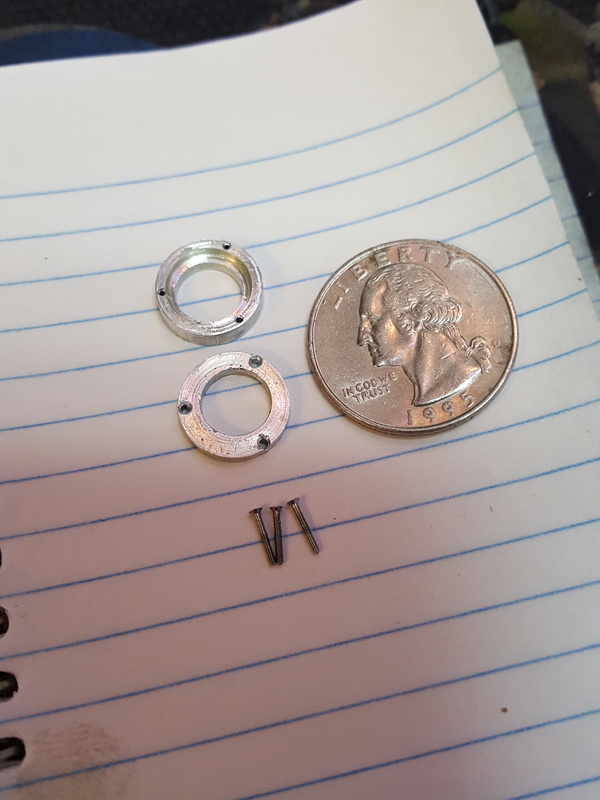
Christmas Day 2012 a hot job came in; the dollhouse kit lacked screws.
Made the screws with a box tool and die head, sawed the screw slots using
the Nichols mill. Got the dollhouse built same-day.

Optical system accessories for two 2016 skunkworks projects at work.
.

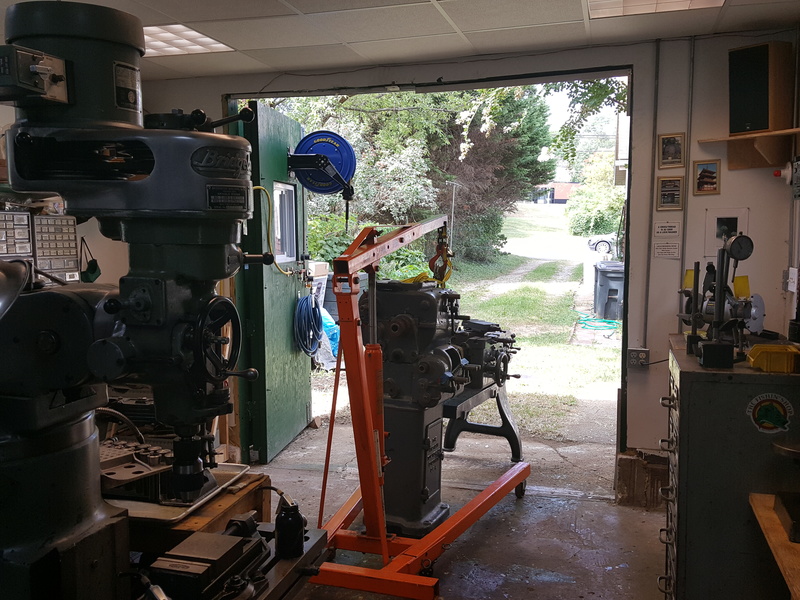
2016 shop space was crowded and the 1936 12“ ATW was working out very
well, so I gave away the 1912 American lathe to a fellow from Ohio who
drove out to pick it up.

Making a silent chain sprocket for a friend. Here, roughing in the
teeth with an involute cutter. They were finished with a single tooth
form cutter in the next operation.
2017, turret toolholder base for the Wade lathe. The 60 degree teeth at
5 degrees each are symmetric on both halves and mate from circumference
to the center bolt hole, providing easy positioning of the turret.

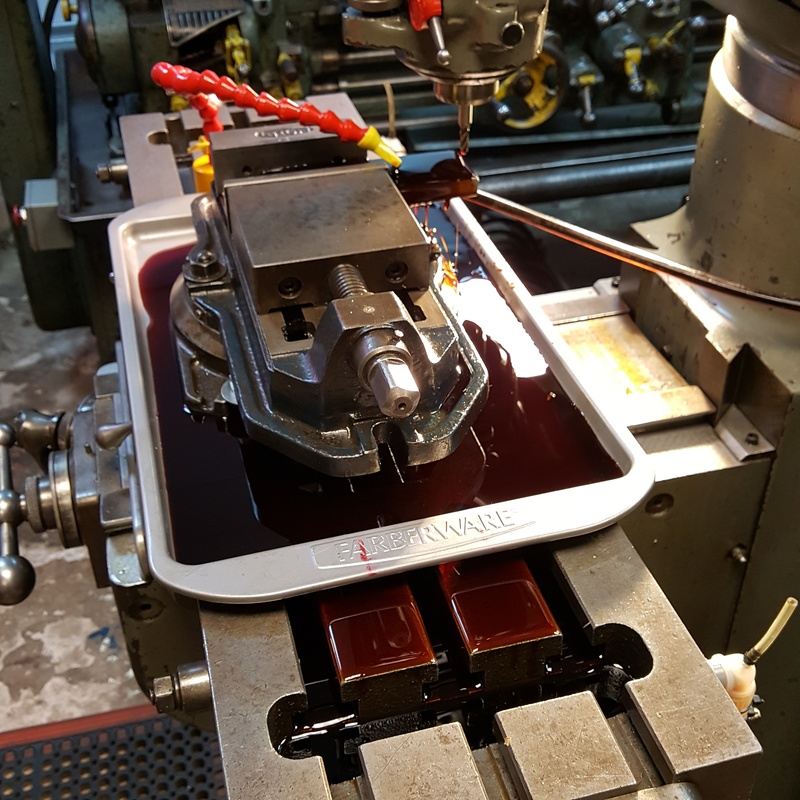
Experimenting with flood coolant, this is Habcool 318 diluted with
spindle oil. On all four machines, the coolant drains into a shared
covered sump which incorporates a recirculation pump & filter on a timer
that runs it for 15 minutes once a week. As advertised, the Habcool
does not evaporate noticably, though I'm sure the spindle oil will
gradually do so. Its provided a big improvement in finish and tolerance
on all the machines, though controlling spray on faster ops can be a
learning experience. On the ATW lathe I bought a length of conveyor
belt to drape over the splash guard and back down between the ways to
manage spray off the chuck- it is effective but messy. Keeping the
coolant flooding the tool instead of the workpiece is generally
preferable.
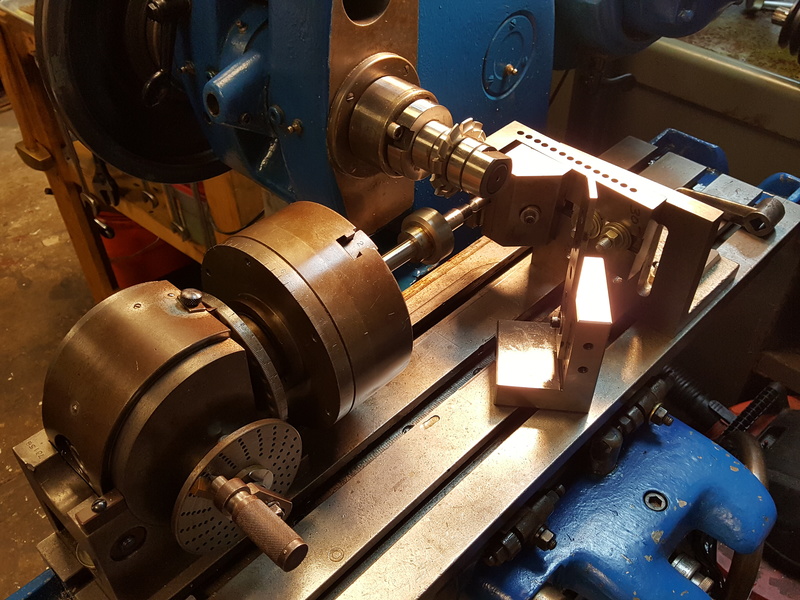
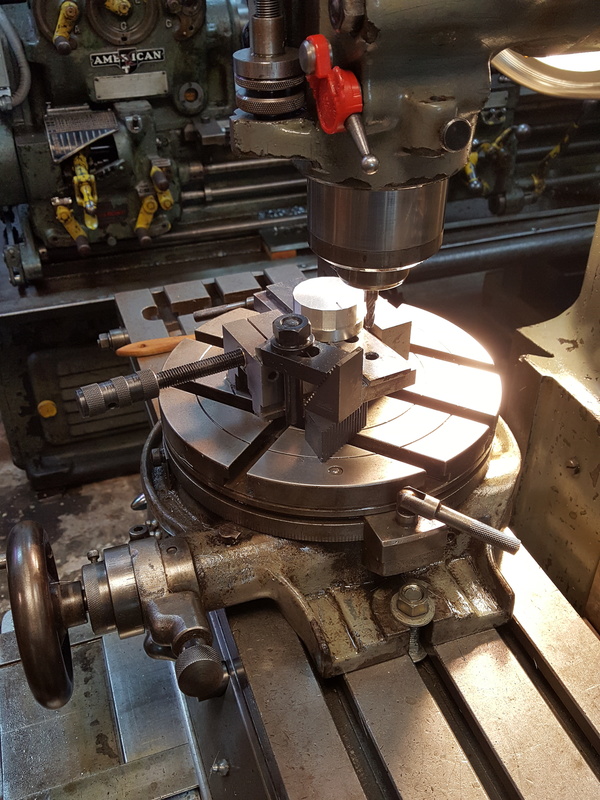
New rotary table with 4-jaw Craftsman chuck installed. This is a
Japanese manufactured table of unknown vintage, the crossed T-slots
slots are distinctive. The vernier goes down to 1 minute increments,
though I don't anticipate great accuracy at that level of precision.
All fasteners are metric, dimensions look like standard metric T-nuts
will fit, though I made a couple sets to take various UNC bolts. The
design of the body casting is almost right to control coolant flow, thus
the addition of the rubber strips. We will see how effective they are
when a job needing flood coolant goes onto the table.
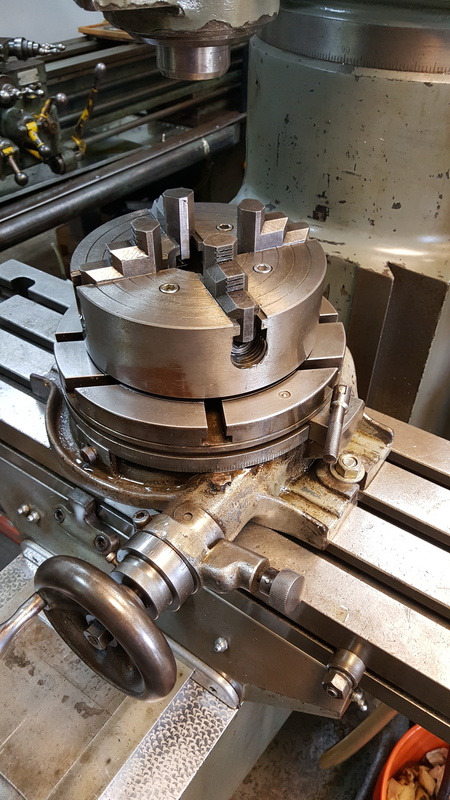
The 3-jaw chuck adapter plate is machined from an old barbell plate.
The cast iron machined suprisingly well, no white iron or slag
inclusions and little graphite. The rim and hub on the bottom are faced
to a plane so the chuck is well-supported, and a register for the chuck
is machined on the top. Button-head screws fasten it from beneath. The
lettering showing weight, manufacturer is still present on the underside
of the web between hub and rim.

Volume knob out of 6061 for a Kenwood integrated amplifier. The insert
is pressed into a reamed hole and secured with the dutchman screw.



Making a volume knob out of 2“ acetl plastic for a Sansui AU-D7.

Input selector button caps for a Sansui AU-4900 amplifier.

2018, a jig to support mounting stainless dust guards onto the fork
brace brackets for my Suzuki Bandit. The pvc pipe needs support down to
the mill table or it will deform and squeeze out of the chuck jaws under
the pressure of the drill.

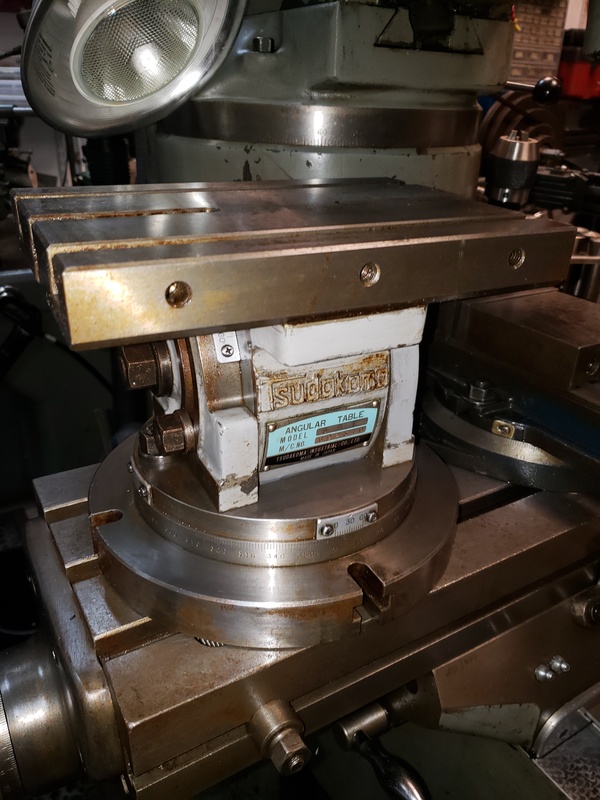
A new addition to the shop- a Tsudakoma rotary/tilting table purchased
for scrap price at a swap meet. Its beautifully constructed and though
its somewhat too large for the Bridgeport, I couldn't pass it up.
Some plumbing upgrades to my father's air compressor/vacuum pump, depending on
which way you connect the tubing.

(back to shop)