My dividing head is a Yuasa/News 6" with a nice Buck chuck on it that
I
snagged on Ebay.

Unfortunately it only came with 1 plate, the 15 - 20
'A' plate which doesn't include a factor of 7. I gambled and
purchased a set of plates used on the ubiquitous import 6" rotary
tables- the mounting is similar but unfortunately the hole is too large
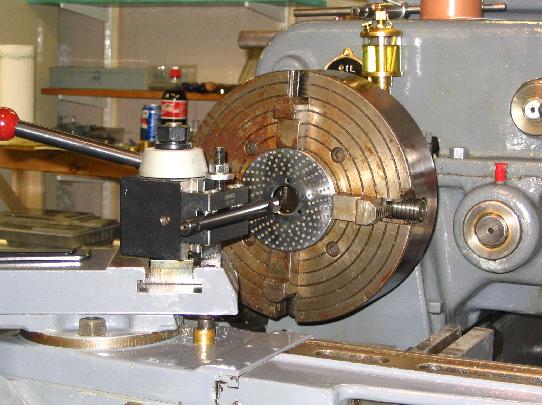
and the screw holes don't match up. Here the plate is set up so I
can reduce its thickness out to just past the screw holes. Then
I'll fit a plug and put in the right holes to fit my head.
In roughing the plug, I tried pushing the lathe a bit. I have a short
length of 3" mild steel- I don't know the alloy but it cuts sort of
like
1043/1045. I set up a .350" DOC with minimum feed, it loaded the lathe
significantly and I could see the toolpost flex but it finished the cut
just fine, no chatter and left a moderate finish. The chips were wide,
thin and stiff, came off slighly straw colored and broke nicely. The
cut was hot and needed a lot of cutting oil, and overheated the HSS
bit.
The head was set in the middle of the 8 speeds- I really need to set up
a tach. As I worked the plug down to the right dimensions, I found a
.080 DOC with a higher feed & RPM worked better, not as dramatic
but it
left a better finish and wasn't as scary.
This is one of the new dividing plates, just over 4" OD.

This is a closeup of the plate I adapted. The brass screws are a
little bizarre... First I fit the plug, put screws in the three
holes and soldered everything. Then I turned off the protruding
screw heads and set up the new holes.

And lastly I turned the backside of the plate to match its thickness to
the original plate.

;;; eof