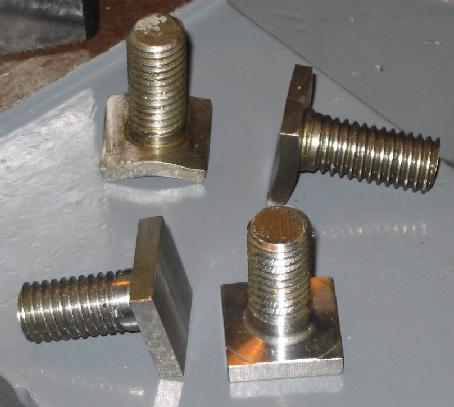
Now that the lathe is nominally working, I can use it to make parts for
itself. Here are two new compound clamp bolts. The old ones
are in the background- as usual some heavy-handed brute tightened them
until the heads started bending & literally beginning to tear the
head from the shank. So I turned the new ones out of some 1"
square 12L14. The lathe really cuts too. 12L is pretty easy
to turn, so I chose to rough the shanks in one pass, 3/8 HSS w/ .240 DOC
and heavy feed, yielding a continuous fat, hot chip. The lathe just ate
it up, only deepening the easy growl of the headstock gears. I took the
last .010 as a finish pass to leave a 1/2" shank for the threads (1/2 -
13). The new clamps lock the compound much better & the
threads are better too.
Project #2 is to make a new cross-feed nut. This is the remains of
the original. When the lathe had its crash, I guess the iron nut
broke in half & they adapted the biggest remaining part. I
think the large threaded hole held a plug which itself had an off-center
hole threaded for the stud which protrudes thru the cross-slide.
That allowed the nut to be adjusted from side to side, aligning it to
the axis of the cross-freed screw. So I'll make a new nut w/
adjustable backlash, and replace the cross-feed screw while I'm at it.

Another ham-fisted brute somehow managed to bend the teeth on the apron
handwheel feed pinion gear in both directions- what a mess. That
led to the carriage jamming in a traumatic fashion when under threading
feed. As a temporary measure I bent the teeth a bit straighter
with a drift. The carriage feeds OK now, but there are tight spots
on the rack where it also has damaged teeth.
These are 14 1/2 degree PA, 12 DP gears. I'm going to give a try
at cutting a new pinion on a blank, then turning off the old pinion's
teeth, then shrinking on the blank. I'll replace the rack too.



October
2005 - much backing and filling ensues while I try to get
the spacers and arbor on the horizontal mill straightened out.
Meanwhile, theres other jobs;
Since I have the vfd driving the lathe, theres no need for the spindle
brake- which didn't work very nicely anyhow. So I pulled off the
linkage and made a little collar to retain the shaft. Still some
paint touchup to do...

This is of greater use. Some ancient repair included discarding
the original ATW carriage lock assembly, replacing it with a plain steel
bar which serves to help hold down the apron end of the carriage, but no
longer supplies a lock. So I cut away 1/8" from the back of the
bar and fit a spine. Then I cut the chunk out of the middle of the
bar where the carriage lock bolt goes, then pinned & soldered two
.050 thick pieces of steel to make up for the cut away material.
After trimming to fit, the middle section is free to clamp the bed &
is restrained from side to side movement by the two adjacent parts of
the bar.

;;; eof